

Factory Promotional Turn Table Shot Blasting Machine Alloy Wheels Rims - QXY Steel Plate Pretreatment Line – Binhai Jincheng
Factory Promotional Turn Table Shot Blasting Machine Alloy Wheels Rims - QXY Steel Plate Pretreatment Line – Binhai Jincheng Detail:
Product Parameters
| Item Type | QXY1000 | QXY1600 | QXY2000 | QXY2500 | QXY3000 | QXY3500 | QXY4000 | QXY5000 | |
| Size of Steel Plate | Length(mm) | ≤12000 | ≤12000 | ≤12000 | ≤12000 | ≤12000 | ≤12000 | ≤12000 | ≤12000 |
| Width(mm) | ≤1000 | ≤1600 | ≤2000 | ≤2500 | ≤3000 | ≤3500 | ≤4000 | ≤5000 | |
| Thickness(mm) | 4~20 | 4~20 | 4~20 | 4~30 | 4~30 | 4~35 | 4~40 | 4~60 | |
| Processing speed (m/s) | 0.5~4 | 0.5~4 | 0.5~4 | 0.5~4 | 0.5~4 | 0.5~4 | 0.5~4 | 0.5~4 | |
| Shotblasting rate (kg/min) | 4*250 | 4*250 | 6*250 | 6*360 | 6*360 | 8*360 | 8*360 | 8*490 | |
| Thickness of painting | 15~25 | 15~25 | 15~25 | 15~25 | 15~25 | 15~25 | 15~25 | 15~25 | |
QXY Steel Plate Pretreatment Line Application:
It is mainly used for surface treatment(namely preheating,rust removal,paint spraying and drying) of steel plate and various structural sections,as well as for cleaning and srenghening of metal structure parts.
It will eject abrasive media /steel shots to the metal surface of the workpieces under the force of air pressure. After blasting, the metal surface will appear a uniform luster, which will enhance painting dressing quality.
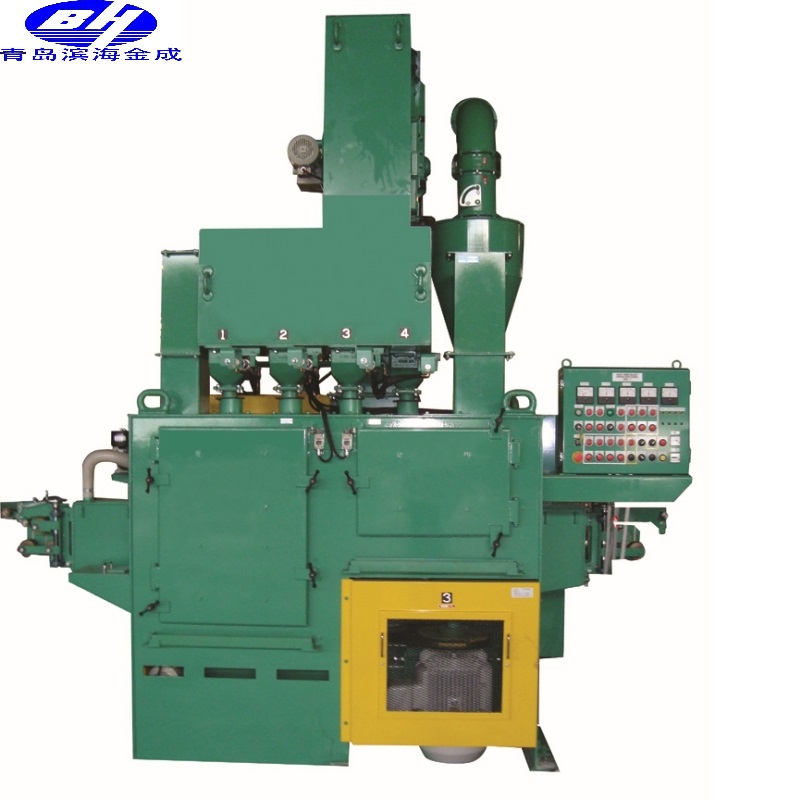
The main Components of QXY Steel Plate Pretreatment Line
QXY shot blasting machine consists of automatic load and unloading system (Optional), roller conveyor system (Input roller, output roller and inside roller), blasting chamber (chamber frame, protection linear, shot blasting turbines, abrasive supply device), abrasive circulation system (Separator, bucket elevator, screw conveyor), abrasive collection unit (Customized), dust collection system and electric control system . Variety heating methods for preheating and drying part, high pressure airless spray for painting part. This whole machine use PLC control,really reach international advanced level of large complete equipment in the world.
QXY Steel Plate Pretreatment Line Features:
1. The impeller head is composed of blast wheel, the structure is simple and durable.
2. Segregator is very efficient and it can protect blast wheel.
3. The dust filter can greatly reduce air pollution and improve the work environment.
4. Abrasion resistant rubber belt lighten the collision of work pieces, and lower the noise.
5. This machine is controlled by PLC, the operation is easy and reliable.
QXY Steel Plate Pretreatment Line Advantages:
1.Large inner available cleaning space, compacted structure and scientific design. Can be designed and manufactured according to the order.
2.No special request for the workpiece structure. Can be used for different kinds of workpieces.
3.Widely used in cleaning and strengthening for Fragile or Irregularly Shaped Parts, Medium-sized or Large Parts, Die Cast Parts, Sand Removal and External Finishing.
4.The pre-heating and drying part adopted various heating modes, such as electricity, fuel gas, fuel oil and so on.
5.Can be equipped as a part of a processing line.
6.Complete set of equipment is controlled by PLC, and is the large-size complete equipment of international advanced level.
7.There is a control console near each roller table section, which can be controlled manually or automatically. During automatic control, the whole line of roller table is linked with stepless speed regulation; during manual control, each section of roller table can be controlled separately, which is beneficial to the adjustment of working cycle, and is also beneficial to the adjustment and maintenance of each roller table section.
8.Input, output and segmented transmission of the chamber roller table, stepless speed regulation, that is, it can run synchronously with the entire line, and can also run quickly, so that the steel can quickly travel to the work position or quickly exit to the discharge station purpose.
9.Workpiece detection (height measurement) adopts imported photoelectric tube, driven by brake motor, and is located outside the shot blasting room to prevent dust interference; a workpiece width measurement device is provided to automatically adjust the number of shot gate openings;
10.The spray booth adopts American Graco high-pressure airless spray pump. The standard linear guide rail is used to support the trolley, and the stroke of the trolley is controlled by a servo motor
11.Workpiece detection and transmission mechanism are separated from spray gun, without interference of paint mist, easy to clean paint scale
12.Drying room adopts dielectric heater and hot air circulation principle to make full use of heat. The temperature of the drying room is adjustable from 40 to 60 ° C, and three working positions of low temperature, medium temperature and high temperature are set. The plate chain conveyor system adds two anti-deflection wheels, which solves the problems of previous plate chain deviation and high failure rate
13.Paint mist filter device and harmful gas purification device
14.Using advanced paint mist filter cotton to filter paint mist, its maintenance-free time is one year
15.Adsorption of harmful gases with activated carbon
16.Adopt full line PLC programmable controller power, automatic detection and automatic search for fault point, sound and light alarm.
17.The structure of the equipment is compact, the layout is reasonable, and the maintenance is very convenient. Please contact the sales representative for design drawings
Working Flow of QXY Steel Plate Pretreatment Line Features:
The steel plate is sent to the closed shot blasting cleaning room by the roller conveyor system, and the shot blast (cast steel shot or steel wire shot) is accelerated to the steel surface by the shot blaster, and the steel surface is impacted and scraped to remove the rust and Dirt; then use the roller brush, pill collecting screw and high-pressure blowpipe to clean the accumulated particles and floating dust on the surface of the steel; the derusted steel enters the spray booth, and the two-component workshop is pre-treated by the spray gun installed on the upper and lower spray trolleys. The primer is sprayed on the steel surface, and then enters the drying room to dry so that the paint film on the steel surface reaches the “finger dry” or “solid dry” state and is quickly sent out through the output roller.
The whole process achieved the purpose of rust removal, rust prevention and surface strengthening. Therefore, the QXY steel plate pretreatment line uses a programmable controller (PLC) to coordinate the work of the whole machine, and can complete the following process flow:
(1) The preparation of each station is completed; the dust removal system is operated; the projectile circulation system is operated; the paint mist filtration system is operated; the harmful gas purification system is operated; the shot blaster motor is started.
(2) If drying is required, the drying system starts and stops after reaching a certain temperature. Throughout the working process, the temperature of the PLC-controlled drying system always fluctuates within a given temperature range.
(3) Plow-type scraper, roller brush, pill-receiving screw and upper spray gun are raised to the highest position.
(4) The operator determines the type of steel processed.
(5) The loading worker uses an electromagnetic hoist to place the steel plate on the feeding roller table and align it.
(6) For steel plates of appropriate width, they can be put together on the feeding roller table with a gap of 150-200mm in the middle.
(7) The loading worker gives a signal that the material is set up and starts feeding into the roller table.
(8) The height measuring device measures the height of steel.
(9) The steel is pressed onto the pressure roller of the shot blasting system, delayed.
(10) The roller brush and the pill-receiving screw descend to the optimal height.
(11) According to the width of the steel plate, determine the number of shot blast gate openings.
(12) Open the shot blasting device for the shot gate to clean the steel.
(13) The roller brush cleans the projectile accumulated on the steel. The projectile is swept into the pill collection screw and discharged into the chamber by the pill collection screw.
(14) The high-pressure fan blows the projectiles remaining on the steel.
(15) The steel goes out of the shot blasting system.
(16) If the tail of the steel leaves the shot blasting room, delay, close the supply gate, delay, the roller brush, and the screw for lifting the shot to the highest position.
(17) Press the steel onto the pressure roller of the spray booth.
(18) Paint spraying height measuring device measures the height of steel.
(19) The spray gun on the paint spraying device is lowered to the best position.
(20) The paint spraying system starts, and the paint width measuring device fixed on the upper paint trolley, extending outside the paint spraying room and moving synchronously with the paint spraying system starts to detect the steel.
(21) The steel leaves the pressure roller of the painting system, and the spray gun continues to paint according to the last painting position data for a period of time and then stops.
(22) The steel enters the drying room, and the paint film is dried (or self-drying).
(23) The steel is opened and sent out to the roller table and walked to the cutting station.
(24) If handling steel plates, the cutting workers use electromagnetic slings to lift away the steel plates.
(25) Close each station in turn. Shot blasting motor, painting system, drying system.
(26) Close the projectile circulation system, dust removal system, paint mist filtration system, harmful gas purification system, etc .;
(27) Turn off the whole machine.
Product detail pictures:








Related Product Guide:
We also provide item sourcing and flight consolidation solutions. We have now our very own manufacturing facility and sourcing place of work. We could provide you with nearly every kind of merchandise associated to our merchandise variety for Factory Promotional Turn Table Shot Blasting Machine Alloy Wheels Rims - QXY Steel Plate Pretreatment Line – Binhai Jincheng , The product will supply to all over the world, such as: Bahamas, Nigeria, Bulgaria, Since our establishment, we keep on improving our products and customer service. We are able to provide you with a wide range of high quality hair products at competitive prices. Also we can produce different hair products according to your samples. We insist on high quality and reasonable price. Except this, we provide best OEM service. We warmly welcome OEM orders and customers all over the world to cooperate with us for mutual development in the future.
This manufacturer can keep improving and perfecting products and service, it is in line with the rules of market competition, a competitive company.
Products categories
-

New Delivery for Spare Parts Of Turn Table Shot...
-

OEM Customized q35 series turn table shot blast...
-

Good User Reputation for Hanger Hook Shot Blast...
-
China Factory for Hung Type Turn Table Shot Bla...
-
High Performance Roller Conveyor Type Turn Tab...
-

Wholesale Special hook type shot blasting machi...



